

数控加工(numerical control machining),是指在数控机床上进行零件加工的一种工艺方法,数控机床加工与传统机床加工的工艺规程从总体上说是一致的,但也发生了明显的变化。用数字信息控制零件和刀具位移的机械加工方法。它是解决零件品种多变、批量小、形状复杂、精度高等问题和实现高效化和自动化加工的有效途径。
| 中文名:数控加工 | 起源于:航空工业的需要 |
| 外文名:numerical control machining | 时 间:20世纪40年代后期 |
基本释义
数控加工是指,由控制系统发出指令使刀具作符合要求的各种运动,以数字和字母形式表示工件的形状和尺寸等技术要求和加工工艺要求进行的加工。 [1]它泛指在数控机床上进行零件加工的工艺过程。
数控机床是一种用计算机来控制的机床,用来控制机床的计算机,不管是专用计算机、还是通用计算机都统称为数控系统。数控机床的运动和辅助动作均受控于数控系统发出的指令。而数控系统的指令是由程序员根据工件的材质、加工要求、机床的特性和系统所规定的指令格式(数控语言或符号)编制的。数控系统根据程序指令向伺服装置和其它功能部件发出运行或终断信息来控制机床的各种运动。当零件的加工程序结束时,机床便会自动停止。任何一种数控机床,在其数控系统中若没有输入程序指令,数控机床就不能工作。机床的受控动作大致包括机床的起动、停止;主轴的启停、旋转方向和转速的变换;进给运动的方向、速度、方式;刀具的选择、长度和半径的补偿;刀具的更换,冷却液的开起、关闭等。 [2]
发展背景
数控技术起源于航空工业的需要,20世纪40年代后期,美国一家直升机公司提出了。数控机床的初始设想,1952年美国麻省理工学院研制出三坐标数控铣床。50年代中期这种数控铣床已用于加工飞机零件。60年代,数控系统和程序编制工作日益成熟和完善,数控机床已被用于各个工业部门,但航空航天工业始终是数控机床的最大用户。一些大的航空工厂配有数百台数控机床,其中以切削机床为主。数控加工的零件有飞机和火箭的整体壁板、大梁、蒙皮、隔框、螺旋桨以及航空发动机的机匣、轴、盘、叶片的模具型腔和液体火箭发动机燃烧室的特型腔面等。数控机床发展的初期是以连续轨迹的数控机床为主,连续轨迹控制。
连续轨迹控制又称轮廓控制,要求刀具相对于零件按规定轨迹运动。以后又大力发展点位控制数控机床。点位控制是指刀具从某一点向另一点移动,只要最后能准确地到达目标而不管移动路线如何。
操作过程
数控加工程序编制方法有手工(人工)编程和自动编程之分。手工编程,程序的全部内容是由人工按数控系统所规定的指令格式编写的。自动编程即计算机编程,可分为以语言和绘画为基础的自动编程方法。但是,无论是采用何种自动编程方法,都需要有相应配套的硬件和软件。
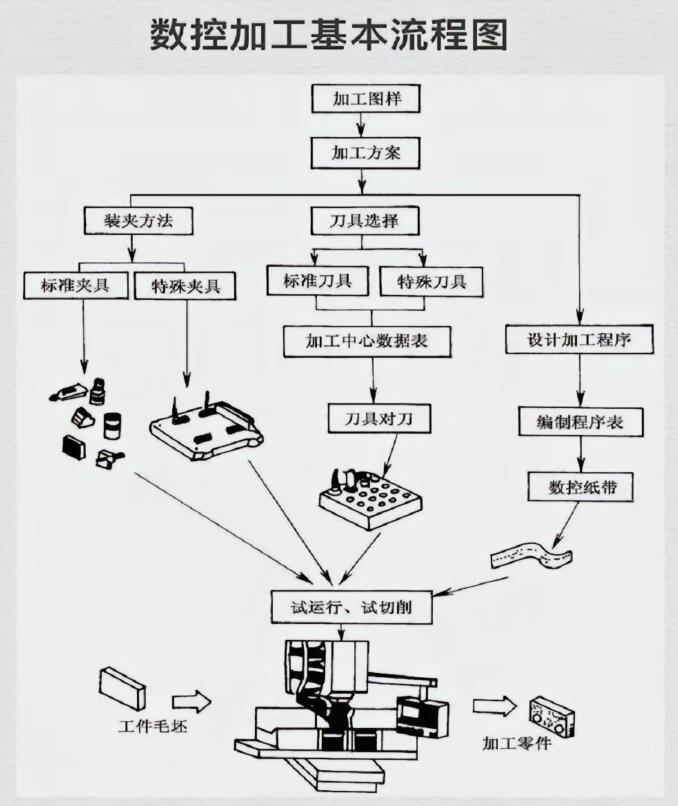
可见,实现数控加工编程是关键。但光有编程是不行的,数控加工还包括编程前必须要做的一系列准备工作及编程后的善后处理工作。一般来说数控加工工艺主要包括的内容如下:
⑴ 选择并确定进行数控加工的零件及内容;
⑵ 对零件图纸进行数控加工的工艺分析;
⑶数控加工的工艺设计;
⑷ 对零件图纸的数学处理;
⑸ 编写加工程序单;
⑹ 按程序单制作控制介质;
⑺程序的校验与修改;
⑻ 首件试加工与现场问题处理;
⑼数控加工工艺文件的定型与归档。
为了提高生产自动化程度,缩短编程时间和降低数控加工成本,在航空航天工业中还发展和使用了一系列先进的数控加工技术。如计算机数控,即用小型或微型计算机代替数控系统中的控制器,并用存贮在计算机中的软件执行计算和控制功能,这种软连接的计算机数控系统正在逐步取代初始态的数控系统。直接数控是用一台计算机直接控制多台数控机床,很适合于飞行器的小批量短周期生产。理想的控制系统是可连续改变加工参数的自适应控制系统,虽然系统本身很复杂,造价昂贵,但可以提高加工效率和质量。数控的发展除在硬件方面对数控系统和机床的改善外,还有另一个重要方面就是软件的发展。计算机辅助编程(也叫自动编程)就是由程序员用数控语言写出程序后,将它输入到计算机中进行翻译,最后由计算机自动输出穿孔带或磁带。用得比较广泛的数控语言是 APT语言。它大体上分为主处理程序和后置处理程序。前者对程序员书写的程序加以翻译,算出刀具轨迹;后者把刀具轨迹编成数控机床的零件加工程序。数控加工,是在对工件进行加工前事先在计算机上编写好程序,再将这些程序输入到使用计算机程序控制的机床进行指令性加工,或者直接在这种计算机程序控制的机床控制面板上编写指令进行加工。加工的过程包括:走刀,换刀,变速,变向,停车等,都是自动完成的。数控加工是现代模具制造加工的一种先进手段。当然,数控加工手段也一定不只用于模具零件加工,用途十分广泛。
工艺分析
被加工零件的数控加工工艺性问题涉及面很广,下面结合编程的可能性和方便性提出一些必须分析和审查的主要内容。
1、尺寸标注应符合数控加工的特点
在数控编程中,所有点、线、面的尺寸和位置都是以编程原点为基准的。因此零件图上最好直接给出坐标尺寸,或尽量以同一基准引注尺寸。
2、几何要素的条件应完整、准确
在程序编制中,编程人员必须充分掌握构成零件轮廓的几何要素参数及各几何要素间的关系。因为在自动编程时要对零件轮廓的所有几何元素进行定义,手工编程时要计算出每个节点的坐标,无论哪一点不明确或不确定,编程都无法进行。但由于零件设计人员在设计过程中考虑不周或被忽略,常常出现参数不全或不清楚,如圆弧与直线、圆弧与圆弧是相切还是相交或相离。所以在审查与分析图纸时,一定要仔细,发现问题及时与设计人员联系。
3、定位基准可靠
在数控加工中,加工工序往往较集中,以同一基准定位十分重要。因此往往需要设置一些辅助基准,或在毛坯上增加一些工艺凸台。
4、统一几何类型或尺寸
零件的外形、内腔最好采用统一的几何类型或尺寸,这样可以减少换刀次数,还可能应用控制程序或专用程序以缩短程序长度。零件的形状尽可能对称,便于利用数控机床的镜向加工功能来编程,以节省编程时间。
零件装夹
一、定位安装的基本原则
在数控机床上加工零件时,定位安装的基本原则是合理选择定位基准和夹紧方案。在选择时应注意以下几点:
1、力求设计、工艺和编程计算的基准统一。
2、尽量减少装夹次数,尽可能在一次定位装夹后,加工出全部待加工表面。
3、避免采用占机人工调整式加工方案,以充分发挥数控机床的效能。
二、选择夹具的基本原则
数控加工的特点对夹具提出了两个基本要求:一是要保证夹具的坐标方向与机床的坐标方向相对固定;二是要协调零件和机床坐标系的尺寸关系。除此之外,还要考虑以下几点:
1、当零件加工批量不大时,应尽量采用组合夹具、可调式夹具及其他通用夹具,以缩短生产准备时间、节省生产费用。
2、在成批生产时才考虑采用专用夹具,并力求结构简单。
3、零件的装卸要快速、方便、可靠,以缩短机床的停顿时间。
4、夹具上各零部件应不妨碍机床对零件各表面的加工,即夹具要开敞,其定位、夹紧机构元件不能影响加工中的走刀(如产生碰撞等)。 [2]
加工误差
数控加工误差△数加是由编程误差△编、机床误差△机、定位误差△定、对刀误差△刀等误差综合形成。即:△数加=f(△编+△机+△定+△刀)其中:1、编程误差△编由逼近误差δ、圆整误差组成。逼近误差δ是在用直线段或圆弧段去逼近非圆曲线的过程中产生,如图1.43所示。圆整误差是在数据处理时,将坐标值四舍五入圆整成整数脉冲当量值而产生的误差。脉冲当量是指每个单位脉冲对应坐标轴的位移量。普通精度级的数控机床,一般脉冲当量值为0.01mm;较精密数控机床的脉冲当量值为0.005mm或0.001mm等。2、机床误差△机由数控系统误差、进给系统误差等原因产生。3、定位误差△定是当工件在夹具上定位、夹具在机床上定位时产生的。4、对刀误差△刀是在确定刀具与工件的相对位置时产生。


188betlogin is a really solid platform for sports betting! Easy to navigate, loads of markets. Highly recommended for fellow punters. 188betlogin
I’ve been trying my luck with Bigbet88 lately, and it’s a decent spot for some quick fun. They’ve got alright selection and they pay out ok. Check it out yourself: bingbet88
Alright mates, just had a crack at tipobetslot and gotta say, it’s not half bad. Good selection of games and easy to navigate. Worth a punt, I reckon! Check it out here: tipobetslot
Oi, anyone else tried linkgi8sixmagics? Heard some good things. Thinking of giving it a go this weekend. Looks like a decent spot for a few spins. Give it a burl here: linkgi8sixmagics
1xbetkorea is where it’s at for Korean players! Lots of options and a really easy to use interface. You should seriously check it out 1xbetkorea
Need a reliable link to bet365? This linkvaobet365 site has got you covered. Saved me a bunch of time searching around. Here’s the link: linkvaobet365
Looking for good odds? keo188bet has been treating me right so far. Worth a look if you’re after competitive rates. Jump in here: keo188bet
‘ whatsapp 網頁版 Enhance your messaging skills using WhatsApp Web features.
Heard you can download from b29.tv. Is it legit? Always a bit worried about downloading from new places. Find out here: tải b29.tv
Curto demais apostar em Esporte Bet Nacional! Sempre tem promoções boas e os pagamentos são super rápidos. Top demais! esporte bet nacional
For all the ‘gà chọi c1 mới nhất’ updates, gachoic1com.com is where i always go! Always up-to-date, this website provides the best information. Never miss out on the latest fights. Visit: gà chọi c1 mới nhất